
خم کردن لوله، اصطلاح چتر برای فرایند شکل دهی فلزات است که به صورت دائمی برای لوله ها یا تیوب ها شکل می گیرد. باید بین روش های فرم دهی خم و فرم دهی، روش های خنثی سازی گرم و همچنین روش های خنثی سازی سرد تفاوت ایجاد می شود.
در فارسی برای کلمه تیوب معادل خاصی در نظر گرفته نشده است. مفهوم تیوب و لوله بسیار مشابه اند با این تفاوت که در لوله قطر داخلی اهمیت دارد درحالیکه در تیوب عموماً قطر خارجی مطرح است. [ ۱] فرم های خمشده محدود مانند «خمش فشاری» یا «خم شدن چرخش دوار» برای تشکیل قطعه کار به شکل یک خمیر استفاده می شود. با استفاده از یک ماشین خمش می توان از لوله های مستقیم برای ایجاد انواع خم های تک یا چند و شکل دادن قطعه به شکل مورد نظر استفاده کرد. این فرایندها می توانند برای ساخت اشکال پیچیده از انواع مختلف لوله های فلزی مجلل استفاده شوند. [ ۲] فرایندهای خم شدن آزاد، مانند سه رول - خمش فشاری، قطعه کار را به شکل سینماتیک شکل می دهند، بنابراین شکل خمش به هندسه ابزار وابسته نیست. به طور کلی، قنداق در خم شدن لوله استفاده می شود. با این حال، لوله ها و لوله های مربع و مستطیل نیز ممکن است برای پاسخگویی به مشخصات کاری خم شوند. سایر عوامل در روند خمش عبارتند از: ضخامت دیوار، ابزار و روانکاری مورد نیاز لوله و خم کننده لوله برای بهترین شکل مواد و روش های مختلف استفاده از لوله ( لوله، سیم لوله ) .
لوله را می توان در جهات مختلف و زاویه خم کرد. خم های ساده متداول شامل تشکیل آرنج می شوند که خم های آن از ۲ تا ۹۰ درجه و U خم ها، که خم ۱۸۰ درجه است. هندسه های پیچیده تر شامل چند خم دو بعدی ( 2D ) و خم سه بعدی ( 3D ) . یک لوله 2D دارای یک سوراخ در یک هواپیما است. یک 3D دارای ورق های مختلف است.
یک خمش دو صفحه ای یا خمش مرکب به عنوان خمش مرکب تعریف شده است که دارای خم در نمای طرح و خم در ارتفاع است. هنگام محاسبه دو خم شدن هواپیما، باید زاویه خمش و چرخش ( زاویه دیفرانسیل ) را بدانید. یک اثر جانبی خم شدن قطعه کار تغییر ضخامت دیوار است؛ دیوار در داخل شعاع داخلی لوله ضخیم تر می شود و دیوار بیرونی ضخیم تر می شود. برای کاهش این لوله ممکن است از داخل یا خارجی برای حفظ بخش مقطعی پشتیبانی شود. بسته به زاویه خمشی، ضخامت دیواره و فرایند خم شدن، در داخل دیوار ممکن است چروک شود.
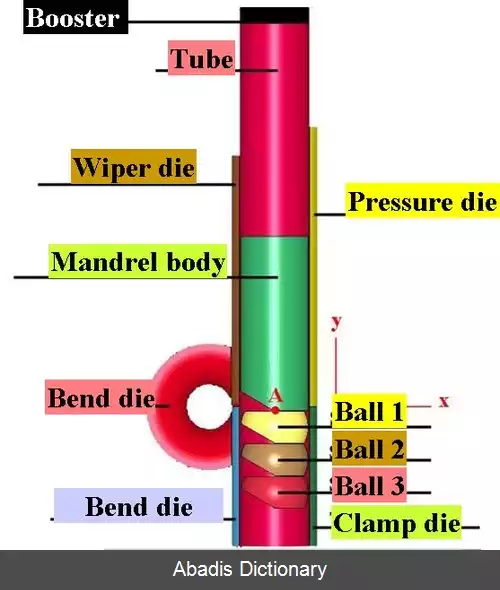
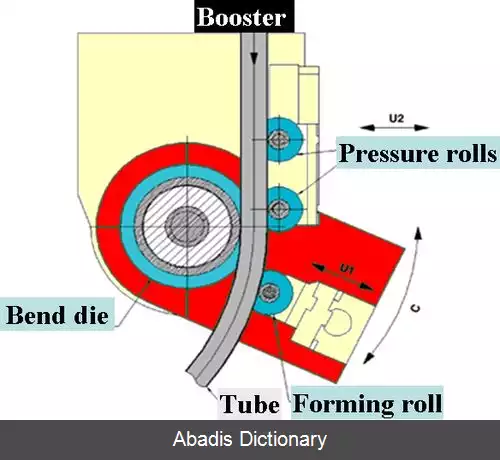
خم شدن لوله به عنوان یک فرایند با بارگذاری یک لوله به یک لوله یا لوله خم کن و آن را در جایگاه بین دو میله شروع می شود، بلوک محکم و خمیر قالب قرار می دهد. لوله نیز به دو صورت دیگر آزاد می شود، خمیر کاغذ می چسبد و فشار می میرند. فرایند خمش لوله شامل استفاده از نیروی مکانیکی است تا لوله یا تیوب را در مقابل یک ماده فشار قرار داده و لوله یا لوله را به شکل قالب متصل سازد. اغلب، لوله های قنداق به طور محکم در محل نگهداری می شوند، در حالی که انتهای آن در اطراف میله چرخانده شده و رول می شود. دیگر اشکال پردازش شامل فشار دادن سهام از طریق غلطکها که آن را به یک منحنی ساده خم می کند. [ ۳] برای برخی از پردازش خم شدن لوله، یک سنبه داخل لوله قرار داده شده تا از فروپاشی جلوگیری شود. این لوله در فشار کشیدن توسط یک ماده پاک کننده ای نگهداری می شود تا از بروز هرگونه خارش در طول استرس جلوگیری شود. یک ماده خمیرکننده معمولاً از یک آلیاژ نرم تر مانند آلومینیوم یا برنج ساخته شده است تا از خراش دادن یا آسیب رساندن خم شدن مواد جلوگیری شود. بخش عمده ای از ابزار ساخته شده از فولاد سخت یا فولاد ابزار برای حفظ و طول عمر ابزار است. با این حال، هنگامی که نگرانی از خراش دادن یا خرد شدن قطعه کار وجود دارد، مواد نرمتر مانند آلومینیوم یا برنز استفاده می شود. به عنوان مثال، بلوک بست، بلوک شکل چرخشی و فشار فشار اغلب از فولاد سخت تشکیل شده است، زیرا لوله در حال حرکت از این قطعات ماشین است. مرگ و میر با فشار دادن از آلومینیوم یا برنز تشکیل می شود تا شکل و سطح قطعه کار را حفظ کند. دستگاه های خمش لوله معمولاً نیروی انفجاری، پنوماتیک، هیدرولیکی، هیدرولیکی یا موتور سروو موتور هستند.
این نوشته برگرفته از سایت ویکی پدیا می باشد، اگر نادرست یا توهین آمیز است، لطفا گزارش دهید: گزارش تخلفدر فارسی برای کلمه تیوب معادل خاصی در نظر گرفته نشده است. مفهوم تیوب و لوله بسیار مشابه اند با این تفاوت که در لوله قطر داخلی اهمیت دارد درحالیکه در تیوب عموماً قطر خارجی مطرح است. [ ۱] فرم های خمشده محدود مانند «خمش فشاری» یا «خم شدن چرخش دوار» برای تشکیل قطعه کار به شکل یک خمیر استفاده می شود. با استفاده از یک ماشین خمش می توان از لوله های مستقیم برای ایجاد انواع خم های تک یا چند و شکل دادن قطعه به شکل مورد نظر استفاده کرد. این فرایندها می توانند برای ساخت اشکال پیچیده از انواع مختلف لوله های فلزی مجلل استفاده شوند. [ ۲] فرایندهای خم شدن آزاد، مانند سه رول - خمش فشاری، قطعه کار را به شکل سینماتیک شکل می دهند، بنابراین شکل خمش به هندسه ابزار وابسته نیست. به طور کلی، قنداق در خم شدن لوله استفاده می شود. با این حال، لوله ها و لوله های مربع و مستطیل نیز ممکن است برای پاسخگویی به مشخصات کاری خم شوند. سایر عوامل در روند خمش عبارتند از: ضخامت دیوار، ابزار و روانکاری مورد نیاز لوله و خم کننده لوله برای بهترین شکل مواد و روش های مختلف استفاده از لوله ( لوله، سیم لوله ) .
لوله را می توان در جهات مختلف و زاویه خم کرد. خم های ساده متداول شامل تشکیل آرنج می شوند که خم های آن از ۲ تا ۹۰ درجه و U خم ها، که خم ۱۸۰ درجه است. هندسه های پیچیده تر شامل چند خم دو بعدی ( 2D ) و خم سه بعدی ( 3D ) . یک لوله 2D دارای یک سوراخ در یک هواپیما است. یک 3D دارای ورق های مختلف است.
یک خمش دو صفحه ای یا خمش مرکب به عنوان خمش مرکب تعریف شده است که دارای خم در نمای طرح و خم در ارتفاع است. هنگام محاسبه دو خم شدن هواپیما، باید زاویه خمش و چرخش ( زاویه دیفرانسیل ) را بدانید. یک اثر جانبی خم شدن قطعه کار تغییر ضخامت دیوار است؛ دیوار در داخل شعاع داخلی لوله ضخیم تر می شود و دیوار بیرونی ضخیم تر می شود. برای کاهش این لوله ممکن است از داخل یا خارجی برای حفظ بخش مقطعی پشتیبانی شود. بسته به زاویه خمشی، ضخامت دیواره و فرایند خم شدن، در داخل دیوار ممکن است چروک شود.
خم شدن لوله به عنوان یک فرایند با بارگذاری یک لوله به یک لوله یا لوله خم کن و آن را در جایگاه بین دو میله شروع می شود، بلوک محکم و خمیر قالب قرار می دهد. لوله نیز به دو صورت دیگر آزاد می شود، خمیر کاغذ می چسبد و فشار می میرند. فرایند خمش لوله شامل استفاده از نیروی مکانیکی است تا لوله یا تیوب را در مقابل یک ماده فشار قرار داده و لوله یا لوله را به شکل قالب متصل سازد. اغلب، لوله های قنداق به طور محکم در محل نگهداری می شوند، در حالی که انتهای آن در اطراف میله چرخانده شده و رول می شود. دیگر اشکال پردازش شامل فشار دادن سهام از طریق غلطکها که آن را به یک منحنی ساده خم می کند. [ ۳] برای برخی از پردازش خم شدن لوله، یک سنبه داخل لوله قرار داده شده تا از فروپاشی جلوگیری شود. این لوله در فشار کشیدن توسط یک ماده پاک کننده ای نگهداری می شود تا از بروز هرگونه خارش در طول استرس جلوگیری شود. یک ماده خمیرکننده معمولاً از یک آلیاژ نرم تر مانند آلومینیوم یا برنج ساخته شده است تا از خراش دادن یا آسیب رساندن خم شدن مواد جلوگیری شود. بخش عمده ای از ابزار ساخته شده از فولاد سخت یا فولاد ابزار برای حفظ و طول عمر ابزار است. با این حال، هنگامی که نگرانی از خراش دادن یا خرد شدن قطعه کار وجود دارد، مواد نرمتر مانند آلومینیوم یا برنز استفاده می شود. به عنوان مثال، بلوک بست، بلوک شکل چرخشی و فشار فشار اغلب از فولاد سخت تشکیل شده است، زیرا لوله در حال حرکت از این قطعات ماشین است. مرگ و میر با فشار دادن از آلومینیوم یا برنز تشکیل می شود تا شکل و سطح قطعه کار را حفظ کند. دستگاه های خمش لوله معمولاً نیروی انفجاری، پنوماتیک، هیدرولیکی، هیدرولیکی یا موتور سروو موتور هستند.



wiki: خم شدن لوله